Ультразвуковая дефектоскопия как инструмент качества
Что такое ультразвуковая дефектоскопия и для чего она нужна. Эхо-импульсный, эхо-зеркальный и теневой методы. Достоинства и недостатки ультразвуковой дефектоскопии.
Что такое ультразвуковая дефектоскопия?
Ультразвуковая дефектоскопия представляет собой совокупность методов неразрушающего контроля, использующих для нахождения дефектов в изделиях ультразвуковые волны. Полученные данные затем анализируются, выясняется форма дефектов, размер, глубина залегания и другие характеристики.
Позволяет надёжно и эффективно проверять качество стального литья, сварных соединений, литых заготовок. Применяется при изготовлении и эксплуатации железнодорожных рельс, частей авиационных двигателей, трубопроводов в атомных реакторах и контроля иных ответственных изделий. Самый совершенный инструмент диагностики — дефектоскоп на фазированных решетках.

Ультразвуковые преобразователи
В промышленности металлы, как правило, проверяют ультразвуком с частотой в диапазоне от 0,5 МГц до 10 МГц. В определённых случаях сварные швы обследуют волнами, имеющими частоту до 20 МГц. Благодаря этому можно выявлять дефекты весьма небольшого размера. Объекты значительной толщины, в частности отливки, поковки, сварные соединения, сделанные электрошлаковой сваркой, а также металлы крупнозернистого строения, например, чугун и некоторые виды стали проверяют ультразвуком с низкими частотами.
Пьезоэлектрическими преобразователями называются приборы, которые возбуждают и принимают ультразвуковые волны.
Совмещённые преобразователи имеют в своём составе пьезоэлемент, который может в один момент времени испускать ультразвук, а в следующий принимать.
В раздельно-совмещенных аппаратах один пьезоэлемент является источником ультразвуковых волн, а другой их улавливает.
В раздельных пьезоэлемент служит либо генератором, либо приёмником ультразвука.
В контактных преобразователях ультразвуковые волны излучаются в исследуемый объект через тонкую прослойку жидкости.
В иммерсионном устройстве его поверхность и изделие разделены слоем жидкости, во много раз превышающим длину волны. Для этого образец помещают в иммерсионную ванну, применяют струю воды и т.д.
В контактно-иммерсионном преобразователе имеется специальная ванна с эластичной мембраной, контактирующей с проверяемым изделием.
В бесконтактных установках ультразвуковые колебания возбуждаются с помощью различных физических эффектов через воздушный промежуток. Их чувствительность уступает преобразователям других типов в десятки тысяч раз.
Способы контроля с помощью ультразвука
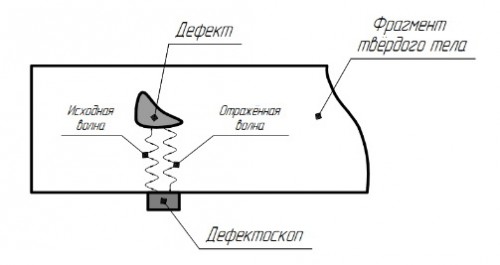
Эхо-импульсный способ самый широко распространённый и простой. Преобразователь излучает зондирующие сигналы и сам же регистрирует отражённые дефектами эхо-сигналы.
По временному интервалу между посылаемыми сигналами и эхо можно узнать, где и на какой глубине находится дефект, а по амплитуде сигнала – каковы его размеры. К достоинствам данного способа следует отнести:
К достоинствам данного способа следует отнести:
- Возможность провести проверку с использованием только одного преобразователя;
- Хорошо находит внутренние дефекты;
- Очень точно определяет местонахождение дефекта.
Основные его недостатки это:
- К поверхностным отражателям помехоустойчивость оставляет желать лучшего;
- Отражённый сигнал слишком сильно зависит от того, как ориентирован дефект;
- Нельзя контролировать акустический контакт, когда преобразователь перемещается по проверяемому объекту, потому что эхо на участках без дефектов отсутствует.
Эхо-зеркальный метод нуждается в двух преобразователях. Их располагают по одну сторону проверяемого изделия так, чтобы один прибор мог улавливать сигнал излучаемый другим. В приёмник поступает ультразвук, отражённый от дефекта и от донной поверхности.
К недостаткам следует отнести необходимость менять через определённые промежутки времени расстояние между преобразователями.
Теневой метод требует доступа преобразователей к проверяемому изделию с двух сторон, причём устройства обязаны находиться на одной акустической оси. О присутствии в объекте дефекта судят по серьёзному снижению амплитуды принимаемого сигнала либо его полному исчезновению. Основные достоинства подобного метода это: хорошая помехоустойчивость и низкая зависимость амплитуды сигнала от ориентации дефекта.
Преимущества и недостатки ультразвуковой дефектоскопии
Ультразвуковой контроль в промышленности используется с 50 годов прошлого века. В то время инструментами для диагностики сварных соединений и обнаружения других дефектов на трубопроводах служили ламповые дефектоскопы и УЗК преобразователи на основе пьезокерамических элементов. За прошедшие более чем 60 лет накоплен богатый опыт применения ультразвукового контроля, появились новые цифровые дефектоскопы и новые методы неразрушающего контроля.
Плюсы ультразвуковой дефектоскопии
- Проверяемую деталь не требуется повреждать или разрушать.
- Работа проводится очень быстро и недорого стоит.
- В сравнении с некоторыми другими видами дефектоскопии, например, рентгеновской не представляет опасности для человека.
- Возможность проводить контроль как металлических, так и неметаллических образцов.
- Благодаря высокой мобильности ультразвуковые дефектоскопы для проверки необходимого объекта можно доставить практически в любое место.
Недостатки ультразвукового контроля
- Требуется тщательная подготовка поверхности проверяемого изделия, чтобы между ней и прибором не было даже малейшего воздушного зазора.
- Во многих случаях этот метод контроля не позволяет получить информацию об истинных размерах дефекта.
- Большие трудности представляет контроль изделий сложной формы и малых размеров.
Ультразвуковой контроль

Ультразвуковой контроль (далее УЗК) – один из методов акустического неразрушающего контроля (НК). Впервые он был применен в 30-х годах XX века и за двадцать лет получил самое широкое распространение как метод контроля качества сварных швов цельных деталей. Его длительная популярность объясняется тем, что ультразвук позволяет выявить не только поверхностные, но и подповерхностные дефекты и получать при этом результаты высокой точности. По этой причине его еще называют ультразвуковой дефектоскопией.
Проведение ультразвукового контроля
В основе УЗК использование ультразвуковых колебаний. В однородном материале звуковые волны не меняют свою траекторию. Их отражение говорит о присутствии упругих сред с разным удельным акустическим сопротивлением.
При УЗК в объект излучают акустические колебания, а отраженные волны фиксируют дефектоскопом с пьезоэлектрическим преобразователем. По их амплитуде можно сделать вывод о наличии отклонений и узнать их основные параметры (тип, форму и размеры).
УЗК не определяет предельно точные параметры дефекта, поэтому для сравнения необходимо эталонное изделие. Фактические размеры отклонения почти всегда больше, чем получаемые путем расчета.
Больше всего УЗК востребован в различных отраслях промышленности для контроля прочности стыковых сварных соединений/ стыков и склейки разных по структуре частей изделия и металлов. Кроме этого, он достаточно часто используется в процессе строительства или реконструкции жилых домов и зданий коммерческого назначения.
Методы ультразвукового контроля
По характеру взаимодействия физических полей с объектом контроля выделяются следующие методы УЗК:
- Акустико-эмиссионный;
- Акустико-ультразвуковой;
- Метод прошедшего излучения;
- Метод отраженного излучения (эхо-метод);
- Импедансный;
- Резонансный;
- Метод свободных колебаний.
Методики применения различных методов УЗК установлены отдельными стандартами. Например, методы контроля сварных соединений описывает ГОСТ Р 55724-2013.
Преимущества и недостатки УЗК
Преимуществами УЗК являются:
- экономичность его как метода;
- возможность выполнить его оперативно (за счет использования портативных приборов);
- возможность провести его, не приостанавливая работу и не выводя из строя проверяемый объект.
К минусам метода относятся:
- полученные сведения о дефектах не будут исчерпывающими;
- сложно проверять мелкие детали, сварные швы стали разных видов и крупнозернистых металлов из-за чрезмерного рассеивания или затухания ультразвуковых волн;
- если ультразвуковые волны в металле создаются с помощью пьезоэлектрических преобразователей, необходимо соблюдать требования к шероховатости поверхности.
Примеры объектов, которые подвергаются ультразвуковому контролю:
- Трубы и трубопроводы;
- Бетон;
- Рельсы;
- Металл и металлоконструкции;
- Листовой прокат;
- Сосуды;
- Котлы;
- Колесные пары.
УЗК является надежным и эффективным способом обнаружить целый ряд дефектов. После проверки объекта заказчик получает заключение по результатам контроля (протокол контроля).
Ультразвуковая дефектоскопия (УЗК, УЗД)


Ультразвуковой диагностика сварных швов — это неразрушающий целостности сварочных соединений метод контроля и поиска скрытых и внутренних механических дефектов не допустимой величины и химических отклонений от заданной нормы. Методом ультразвуковой дефектоскопии проводится диагностика разных сварных соединений. УЗД является действенным при выявлении воздушных пустот, химически не однородного состава (шлаковые включения в металле) и выявления присутствия не металлических элементов. Ультразвуковая диагностика, которая превосходит по точности полученных результатов многие другие виды контроля.
Это далеко не новый (впервые УЗК проведен в 1930 году) метод, но является очень популярным и используется практически повсеместно. Это обусловлено тем, что наличие даже небольших дефектов сварочных соединений приводит к неизбежной утрате физических свойств, таких как прочность, а со временем к разрушению соединения и непригодности всей конструкции.
Теория акустической технологии
Ультразвуковая волна при УЗД не воспринимается ухом человека, но она является основой для многих диагностических методов. Не только дефектоскопия, но и другие диагностические отрасли используют различные методики на основе проникновения и отражения ультразвуковых волн. Особенно они важны для тех отраслей, в которых основным является требование о недопустимости нанесения вреда исследуемому объекту в процессе диагностики. Таким образом, ультразвуковой метод контроля сварных швов относиться к неразрушающим методам контроля качества и выявления места локализации тех или иных дефектов (ГОСТ 14782-86).
Качество проведения УЗК зависит от многих факторов, таких как чувствительность приборов, настройка и калибровка дефектоскопа, выбор более подходящего метода проведения диагностики, от опыта оператора и других. Контроль швов на пригодность (ГОСТ 14782-86) и допуск объекта к эксплуатации не возможен без определения качества всех видов соединений и устранения даже мельчайшего дефекта.
Дефекты, выявляемые с помощью ультразвуковой дефектоскопии

С помощью проведения УЗД возможно выявить следующие дефекты:
- трещины в околошовной зоне;
- поры;
- непровары шва
- расслоения наплавленного металла
- несплошности и несплавления шва;
- дефекты свищеобразного характера;
- провисание металла в нижней зоне сварного шва;
- зоны, пораженные коррозией,
- участки с несоответствием химического состава,
- участки с искажением геометрического размера.
Принцип работы
Ультразвуковая технология испытания основана на способности высокочастотных колебаний проникать в металл и отражаться от поверхности коррозии, включений в основном металле, пустот и других неровностей. Искусственно созданная, направленная ультразвуковая волна проникает в проверяемое соединение и в случае обнаружения дефекта отклоняется от своего нормального распространения. Оператор УЗК видит это отклонение на экране прибора и по определенным показаниям данных может дать характеристику выявленному дефекту.
- расстояние до дефекта — по времени распространения ультразвуковой волны в материале;
- относительный размер дефекта — по амплитуде отраженного импульса.
Процедура проведения ультразвуковой дефектоскопии
1. Удаляется краска и ржавчина со сварочных швов не менее 100 мм с двух сторон.
2. Для получения более точного результата УЗК требуется хорошее прохождение ультразвуковых колебаний. Поэтому поверхность металла около шва и сам шов обрабатываются трансформаторным, турбинным, машинным маслом или солидолом, глицерином.
3. Прибор предварительно настраивается по определенному стандарту, который рассчитан на решения конкретной задачи УЗК.
4. Контроль:
толщины до 20 мм — стандартные настройки (зарубки);
свыше 20 мм — настраиваются АРД-диаграммы, если это разрешено требованиями к данному НТД;
5. Пьезоэлектрический преобразователь(ПЭП) перемещают продольно-поперечными движениями относительно оси сварного соединения и при этом стараются повернуть вокруг оси на 10-150.
6. При появлении устойчивого сигнала на экране прибора в зоне проведения УЗК, ПЭП поворачивают в сторону максимальной амплитуды отражения УЗ волн.
7. Следует уточнить: не вызвано ли наличие подобного колебания отражением волны от швов, что часто бывает при УЗК.
8. Если нет, то фиксируется дефект и записываются координаты.
9. Контроль сварных швов проводится согласно ГОСТу.
10. Тавровые швы (швы под 90 0) проверяются эхо-методом или по специальным методическим документам.
11. Все результаты проверки дефектоскопист заносит в таблицу данных, по которой можно будет легко повторно обнаружить дефект и устранить его.
Области применения ультразвукового контроля
УЗК чаще всего применяется:
- в области аналитической диагностики узлов и агрегатов;
- когда необходимо определить износ труб в магистральных трубопроводах;
- в тепловой и атомной энергетике;
- в машиностроении, в нефтегазовой и химической промышленности;
- в сварных соединениях изделий со сложной геометрией;
- в сварных соединениях металлов с крупнозернистой структурой;
- при установке (сварки соединений) котлов и узлов оборудования, которое поддается влиянию высоких температур и давления или влиянию различных агрессивных сред;
- в лабораторных и полевых условиях.
Источник https://www.pergam.ru/articles/ultrazvukovaya-defektoskopiya.htm
Источник https://www.serconsrus.ru/services/ultrazvukovoj-kontrol/
Источник https://etalon-rk.ru/nerazrushayushhij-kontrol-i-diagnostirovanie/ultrazvukovoj-kontrol-uk/ultrazvukovaya-defektoskopiya-uzk/